|
|
蒸気の質を改善するために |
|
| |
| 【従来は】 |
| ■ボイラー管理改善ボイラー負荷変動対応燃焼制御の適正化 |
| ■ドレンの除去:ドレンセパレーター、トラップでドレン放出 |
| 【しかし、これは熱損失・・・・】 |
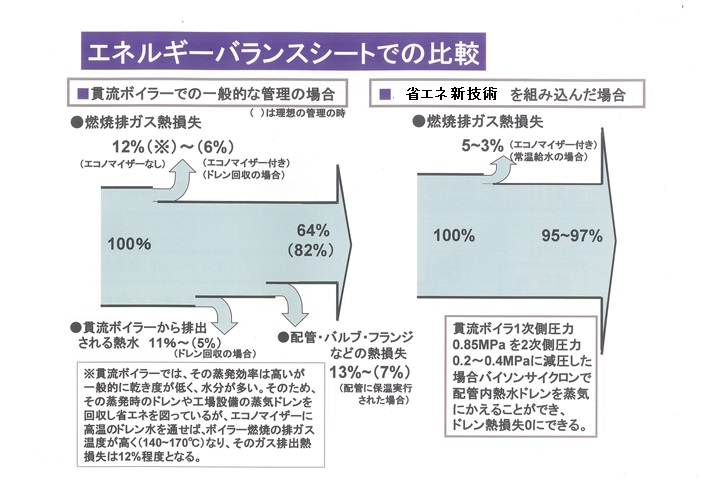
| ドレン排出 熱損失 5〜11% |
| 【従来の省エネ対応策】 |
| ■ボイラ給水として80〜90℃のドレン水回収 |
| 【しかし、これも熱回収エコノマイザーの熱効率低下となり省エネ不十分】 |
| ボイラー燃焼排ガス熱損失 6〜12% |
| 説明動画をご覧ください(youtube) |
|
|
そこで、新技術採用をご提案! |
|
| |
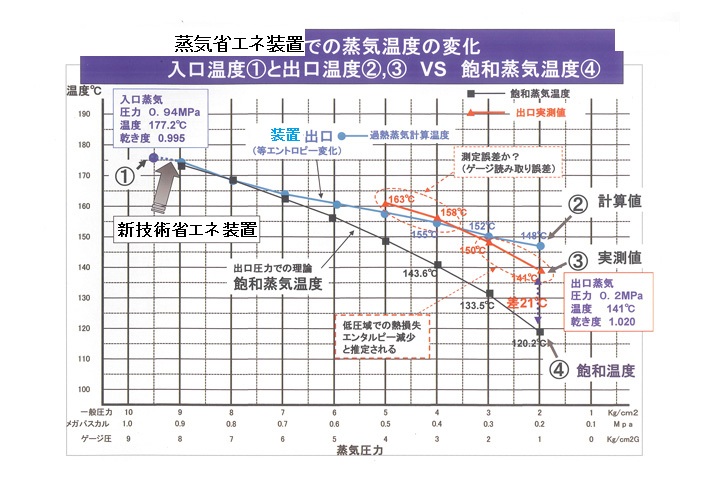
| 省エネの課題を『蒸気省エネ新技術』で解決 |
ボイラーの使用燃料を5%〜15%削減
バイソンサイクロンあり・なし ドレン比較動画(youtube)
バイソンサイクロンなし バイソンサイクロンあり
ムダなドレンもなくなります
|
| |
|
|
当社取扱い蒸気省エネ新技術はこんな工場でお役に立ちます |
|
|
|
|
| |
| ■ボイラー発生蒸気圧が0.5〜0.6MPa以上の工場 |
■貫流ボイラーを3台以上お使いの工場
蒸気処理量
蒸気使用量の少ないユーザー様には安価な新製品のバイソントルネードをお勧めします(PDF) |
| ■水缶ボイラー8〜25tを使用して蒸気をお使いの工場 |
| ■貫流ボイラー10〜20台を台数制御してお使いの工場 |
| ■使用蒸気量が多く、また変動が大きい工場 |
| ■ボイラー室と工場の設備・機械までの距離が長く、 |
| 配管途中でトラップよりドレンが多く出てこれを回収している工場 |
| ■現在の貫流式ボイラーでドレンを回収し |
| ボイラー用水として再使用している工場 |
|
|
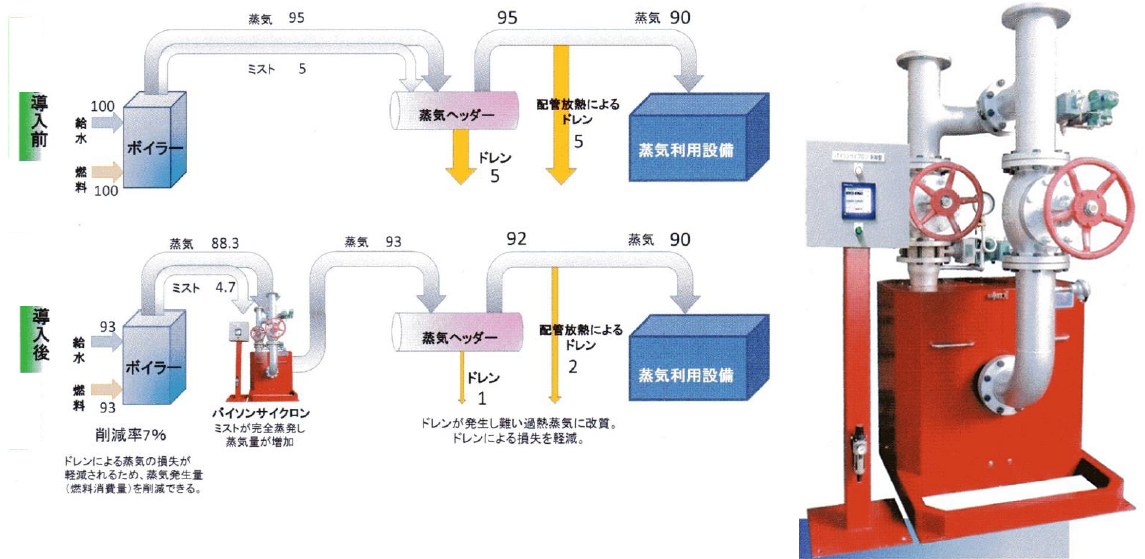
装置導入前後のフローバランス |
|
 |
|
|
蒸気省エネ新技術の設備的特長 |
|
| |
| ■一次側ボイラーと二次側工場送りヘッダー配管の |
| 途中に組み込むコだけで簡単に設置 |
| ■可動部がない特殊ノズルとサイクロンの組み合わせによる |
| 理想的な絞り減圧装置 |
| ■装置に蒸気を通すだけで、湿り蒸気を乾き蒸気へ |
| ■新たな燃料は不要 |
| ■ボイラー燃料費の削減 |
| ■排出CO2削減 |
|
|